
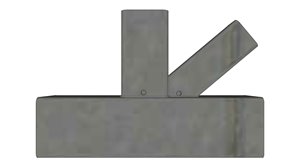
RHS/SHS X Connection
Internal Holes
Instructions for interaction:
1. To zoom in and out Roll the centre wheel of the mouse.
2. To rotate Click and hold the left mouse button and move the mouse.
3. To move the model around the screen Click and hold the right mouse button and move the mouse.
Notes:
- Some galvanizers try to avoid internal venting for safety reasons, as it is not always possible to verify that it has been completed, as well as being time consuming.
- Inspection holes of at least 10 mm in diameter are required when it is otherwise not possible to verify that the internal venting is in place.
- Best practice for internal venting is the complete cut out of the internal section of the joint. If it is not possible to cut out the complete internal cross section, venting in the form of multiple vent holes is adequate as long as the total area of those holes amounts to the area of a circle with a diameter of 50% of the diagonal cross-section of the joint.
- In all cases, the location of the vent holes must conform to the requirements of AS/NZS 5131 and AS 4100.
 |  | |
| Previous: RHS/SHS N Overlapped Connection | Back to All Joints | Next: RHS/SHS Y Connection |
©2020 Galvanizers Association of Australia