
GALVANIZING PROCESS
Watch this video for a general explanation of the galvanizing process and its uses.

Degreasing
Organic surface contaminants, such as oils and some paint, are carefully removed from the steel by suitable preliminary treatment, usually via a caustic solution. Some paints, lacquers and oils may need to be removed prior to the arriving at the galvanizing plant.
Pickling
After degreasing, the steel undergoes pickling or acid cleaning to remove rust and any mill scale. Hydrochloric acid is most commonly used for this purpose, although sulphuric acid is also used.
Fluxing
The acid-cleaned steel article is immersed in a flux solution, containing zinc ammonium chloride, and usually operating at 50-70°C. The flux solution removes any oxide film which forms on the steel surface after acid cleaning, preventing further oxidation before galvanizing and activating the surface. The work is then dried ready for galvanizing.
Galvanizing
Prepared items are galvanized by immersion in molten zinc. On immersion in the galvanizing bath the steel surface is completely covered by the molten zinc, which reacts with the steel to form a series of zinc-iron alloy layers. The thickness of these layers is determined principally by the mass of the steel being galvanized. This is an important advantage of the galvanizing process – a standard minimum coating thickness is applied automatically regardless of the operator.
To allow formation of the coating the work remains in the bath until its temperature reaches that of the molten zinc, in the range of 445°C to 465°C. The work is then withdrawn at a controlled rate and carries with it an outer layer of molten zinc which solidifies to form the relatively pure outer zinc coating.
With proper venting and draining design, the molten zinc covers corners and welds, seals edges, and penetrates recesses to give complete protection to areas which are potential corrosion spots with other coating systems. The galvanized coating is usually slightly thicker at corners and narrow edges, giving greatly increased protection compared to organic coatings which thin out in these critical areas. Complex shapes and open vessels may be galvanized inside and out in one operation.
The period of immersion in the galvanizing bath varies from a few minutes for relatively light articles, or longer for very heavy structural members.
Upon extraction from the galvanizing bath the article is normally cooled via a quench solution, which usually contains an inhibitor to provide passivation of the zinc surface to prevent early oxidation.
Galvanizing fasteners and other small components via the centrifuge process
Fasteners and small components are loaded into perforated cylindrical steel baskets. After acid pickling and fluxing, baskets are lowered into the galvanizing bath. On withdrawal from the molten zinc, baskets are raised without delay into a centrifuge or ‘spinner’ and rotated at high speeds for 15 to 20 seconds. Excess zinc is thrown off, providing a smooth, uniform coating and maintaining the integrity of threaded items.
The coating thickness and mass requirements differ from other batch galvanized pieces due to the spinning process removing excess zinc.
The size of baskets, centrifuges and other equipment will vary, just like general galvanizing baths.
Note: Not all galvanizers have centrifuge facilities and not all small items will be galvanized via the centrifuge process.
Double dipping process
Double dipping is a term used to describe the process of galvanizing an item which is longer, wider or deeper than the relevant available bath dimensions. In this procedure, the item is lowered into the bath so that half or more of its ‘over dimension’ is immersed in the molten zinc.
When the galvanized coating has been achieved on the immersed section, the item is withdrawn from the bath and adjusted in handling so that the ungalvanized portion can be immersed in the molten zinc.
The coating thickness is the same as the normal galvanizing process – it is not ‘double’.
Metallurgy of Galvanizing
When the cleaned and fluxed steel surface contacts the molten zinc of the galvanizing bath the protective flux layer is removed leaving a clean steel surface which is immediately wetted by the zinc. This results in a reaction between the zinc and steel and the formation of zinc-iron alloy layers.
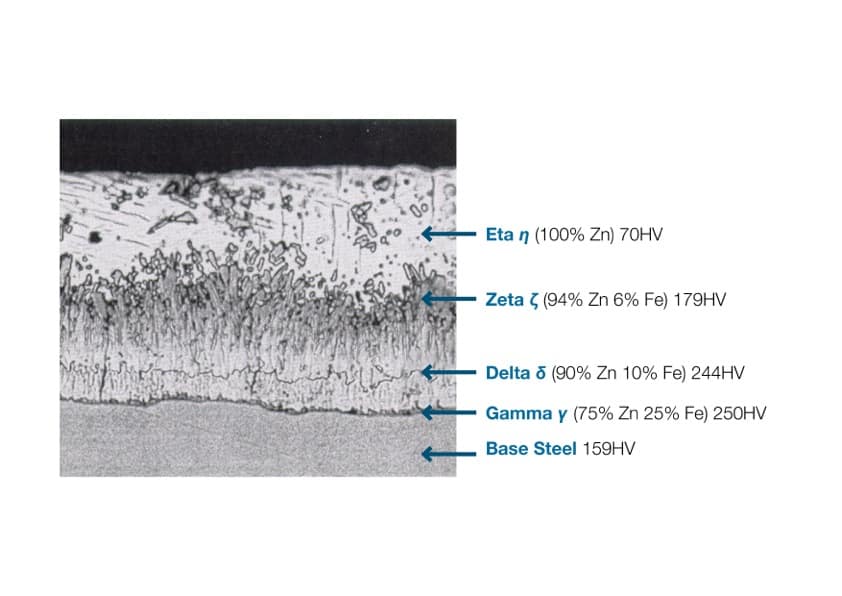
The photomicrograph below shows a section of typical galvanized coating which consists of a progression of zinc-iron alloy layers bonded metallurgically to the base steel, with the relatively pure outer zinc layer.
Abrasion Resistance of Galvanized Coatings
The photomicrograph above shows that the delta and zeta zinc-iron alloy layers are harder than the base steel, resulting in galvanizing’s outstanding resistance to abrasion and mechanical damage. Abrasive or heavy loading conditions in service may remove the relatively soft eta layer of zinc from a galvanized surface, but the very hard zeta alloy layer is then exposed to resist further abrasion and heavy loading.
For more information on Abrasion Resistance of Galvanized Coatings go to the FAQ page
PROCESS
©2020 Galvanizers Association of Australia