
CATHODIC PROTECTION
In the presence of an electrolyte, the anodic zinc coating on a galvanized article corrodes preferentially to the cathodic steel basis metal, preventing corrosion of small areas which may be exposed through accidental damage to the coating. The cathodic or sacrificial protection continues for as long as some of the galvanized coating remains. A simple description of the phenomenon of corrosion of steel is given here as background for the explanation of cathodic protection.
Galvanic series of metals in a sea water electrolyte
The table below shows a series of metals arranged in order of electrochemical activity in a sea water electrolyte. Metals high in the scale provide cathodic or sacrificial protection to the metals below them. Zinc therefore protects steel.

The scale indicates that magnesium, aluminium and cadmium should also protect steel. In most normal applications magnesium is highly reactive and is too rapidly consumed. Aluminium forms a resistant oxide coating and its effectiveness in providing cathodic protection is limited. Cadmium provides the same cathodic protection for steel as zinc but its applications are limited for technical, economic and environmental reasons
THE MECHANISM OF CATHODIC PROTECTION
When zinc and steel are in contact in an electrolyte, differences in electrical potential develop and an electrolytic cell is formed. Zinc is more electrochemically active than steel, as shown in the galvanic series above. The zinc therefore becomes the anode for all the steel, preventing the formation of small anodic and cathodic areas on the steel surface.


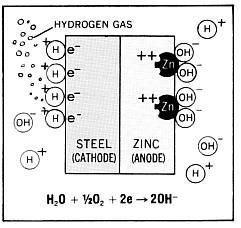
As a result of the differences in electrical potential within the cell, negatively charged electrons flow from the zinc anode to the steel cathode and zinc atoms in the anode are converted to positively charged zinc ions.
At the cathode surface, negatively charged electrons attract and react with positively charged hydrogen ions from the electrolyte, liberating hydrogen gas. There is no chemical reaction between the steel cathode and the electrolyte. This phenomenon which prevents corrosion of the cathode, is known as cathodic protection. The positively charged zinc ions at the anode surface react with negatively charged hydroxyl ions from the electrolyte and zinc is slowly consumed, providing sacrificial protection for the steel.


When discontinuity or damage in the zinc coating exposes the underlying steel, the cathodic protection which zinc provides for steel comes into action and ensures that the exposed steel does not corrode.
Most organic coatings and paint films depend on their sealing ability and in some cases anti-corrosive inhibitive pigments to protect steel from corrosion. They offer little or no protection to bare steel exposed by failure, damage or discontinuity in the coating film. Corrosion starts and spreads rapidly beneath the coating.
CATHODIC PROTECTION OF DAMAGED AREAS
Where continuity of galvanized coating is broken by cut edges, drilled holes or surface damage, small areas of exposed steel are protected from corrosion cathodically by the surrounding coating. No touch up is necessary, and cathodic or sacrificial protection continues for many years. In service, zinc corrosion product tends to build up in coating discontinuities, slowing the rate at which the surrounding coating is consumed in protecting a damaged area.
Practical examples of this cathodic protection phenomenon include exposed cut edges in galvanized steel roofing and cladding, and the uncoated internal threads of certain fasteners.
In standard building practice cut edges in galvanized sheet are not treated in any way and when failure of the coating finally occurs after long exposure, corrosion normally is relatively uniform across the sheet surface without concentration at edges or fastener holes. Similarly, the uncoated internal threads of large galvanized nuts are protected from corrosion by the zinc coating on mating bolts and studs.
When substantial coating damage has occurred to a galvanized coating during handling, fabrication or erection, coating repairs are necessary. See ‘Repairing Hot Dip Galvanizing‘
ABOUT HOT-DIP GALVANIZING
For a copy of the complete technical manual “After Fabrication Hot Dip Galvanizing: A Practical Reference” on CD please click here and request a copy.
For a copy of the brochure “Hot dip galvanizing – The best protection inside and out” please click here to download a copy.
©2020 Galvanizers Association of Australia